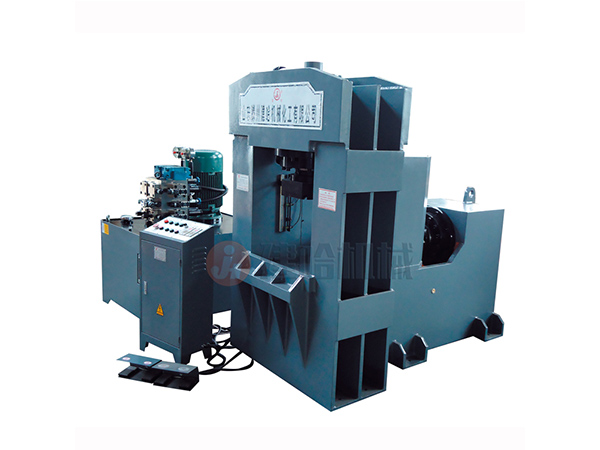
液壓墩頭機模具壓不住管子一般是壓板不平或是沒有墊平,排查是否模具引起的受偏心力。有些還不排除出廠精度不高,這種可能性不大但也不排除,出現這種情況及時聯系售后客服。液壓墩頭機主要由鐓頭架、機架、變壓器、液壓系統以及電氣系統組成。油缸、夾緊油缸固定在鐓頭架上,同時在鐓頭架內部安裝固定夾具、活動夾具以及活動的錘頭。變壓器的次級線圈一端分別用銅帶連接夾具和錘頭。.液壓系統主要由電機、柱塞泵、閥座、電磁換向閥、冷卻器組成。
鋼筋直徑大小調整夾具,并固定。同時調節好夾具和頂頭(錘頭)的距離。由油缸后端部的調節螺栓來調整。鋼筋直徑大小調整好變壓器加熱電流、通電時間。調整液壓系統壓力,夾緊和鋼筋加熱后壓力一般為12- 25Ilpa。 預頂壓力(錘頭) - -般為1-2Mpa(詳見液壓系統)。操作工人將端頭較平整的鋼筋緊貼固定夾具的凹槽面,并將端頭頂在的錘頭上。腳踏一下腳踏開關,立即將腳移開腳踏開關。油缸動作夾緊、預頂鍛、加溫、加壓頂鍛等程序。液壓鐓頭機待程序進行完成以前,限位行程開關動作或程序時間結束后,機械、電氣兩部分均恢復初始狀態。取出鐓好頭鋼筋,重新放入鋼筋進行下一次鐓頭。






